Calculating Endmill Stickout without Measuring
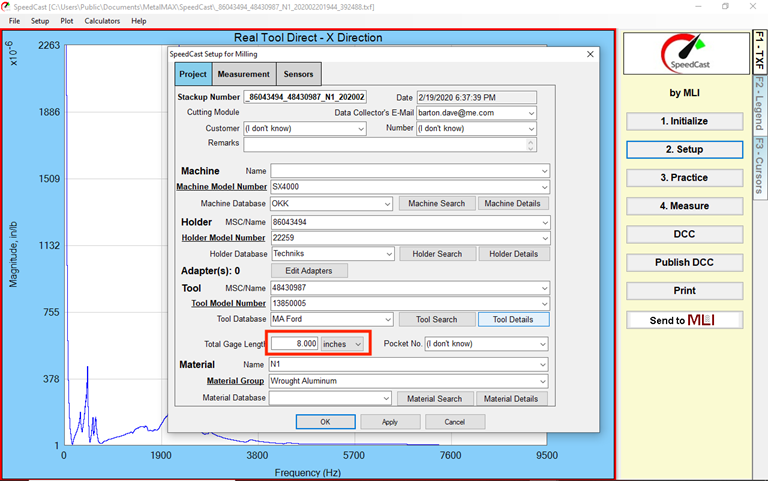
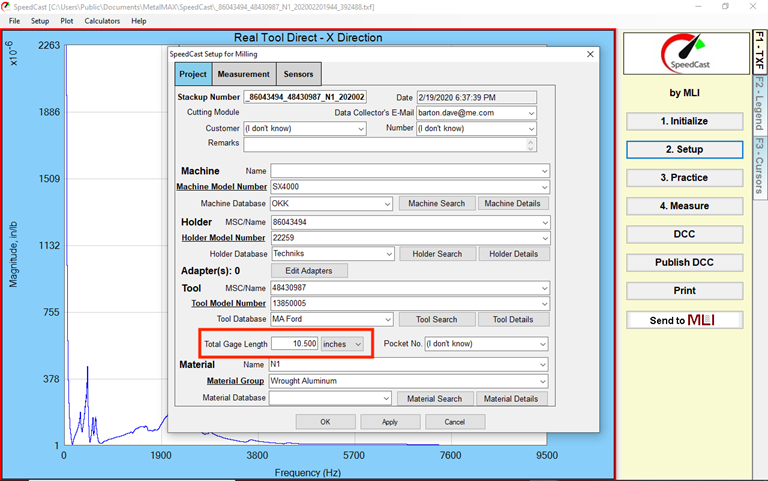
If the
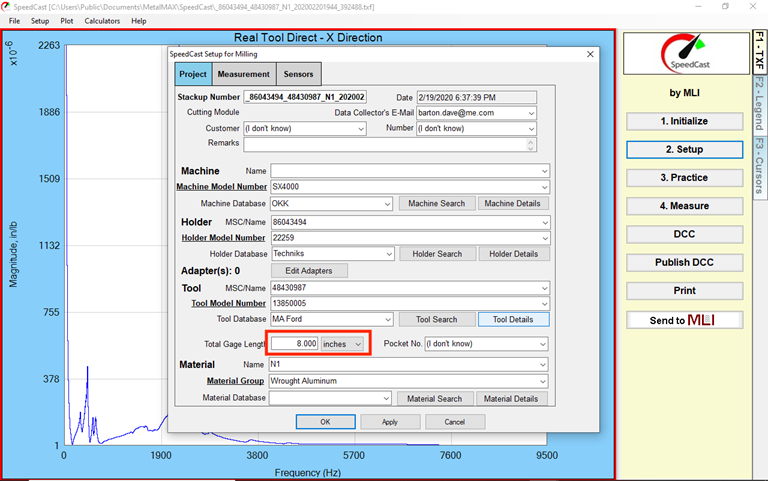
toolholder selected has a gage length value in the database and you can get the
tool assembly's overall length offset from the operator, you can skip measuring
the endmill stickout. In this example the toolholder had an 8" gage length
and it shows in the Total Gage Length field.
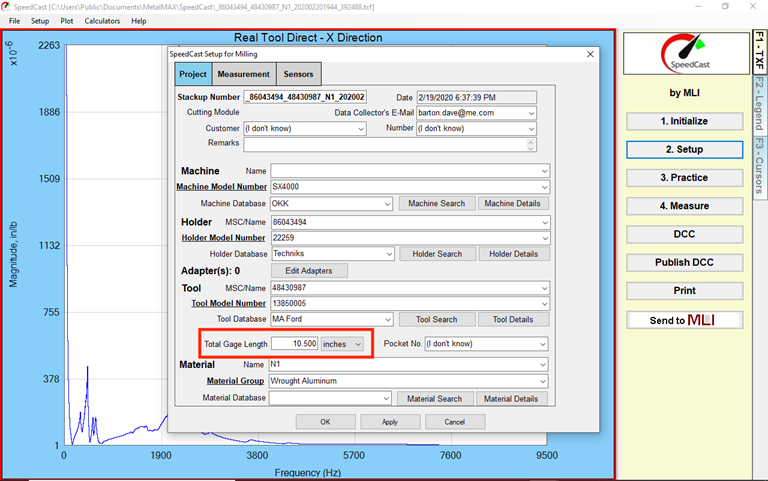
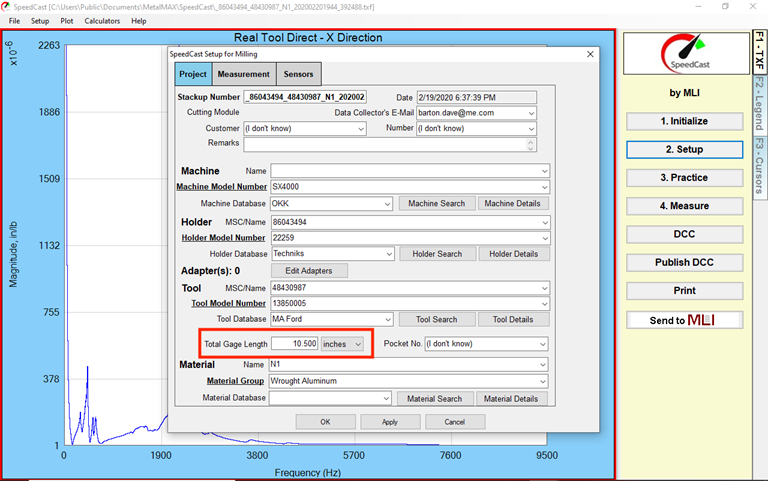
The tool length offset
is 10.5" so we enter that in the same field.
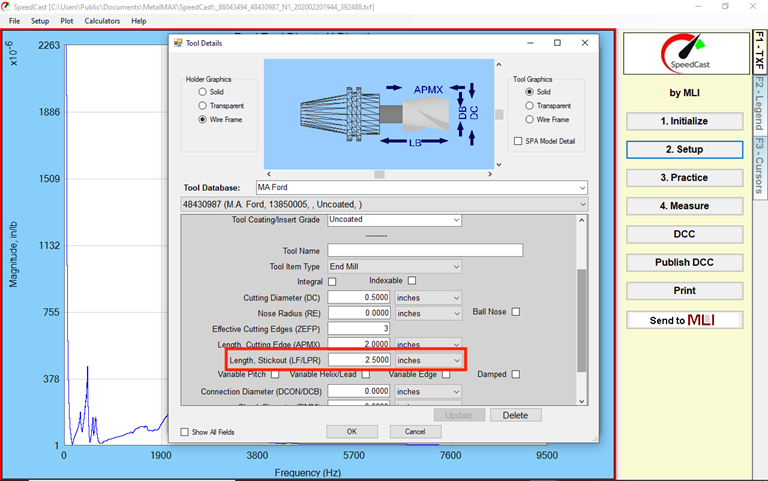
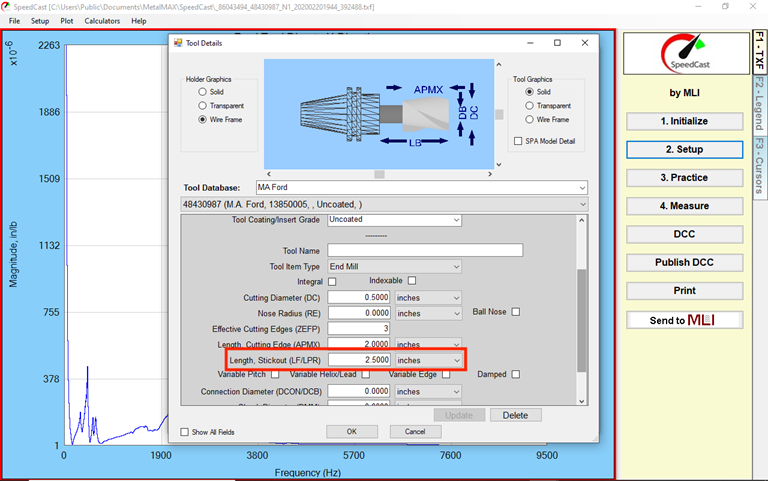
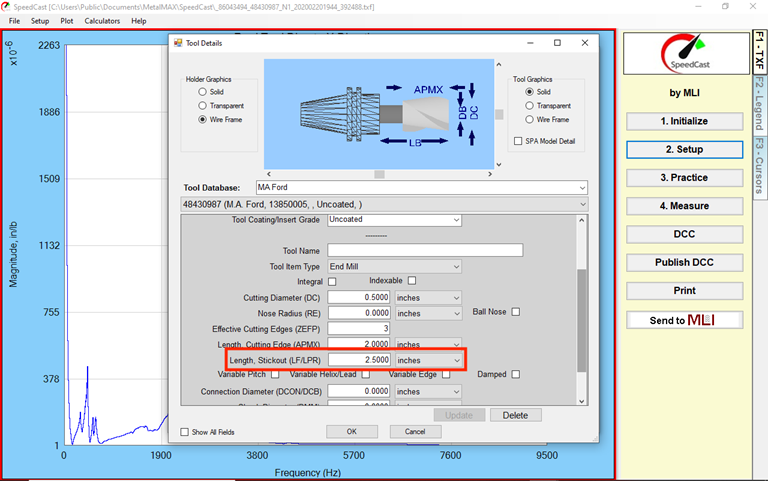
This will automatically
change the Stickout in the Tool Details file to 2.5".
測定せずにエンドミルの突き出しを計算する
選択したツールホルダーのデータベースにゲージ長の値があり、オペレータから工具アセンブリの全長オフセットを取得できる場合は、エンドミルの突き出しの測定をスキップできます。この例では、ツールホルダーのゲージ長は
8 インチで、[ゲージの合計長] フィールドに表示されます。
工具長オフセットは 10.5
インチなので、同じフィールドに入力します。
これにより、ツール詳細ファイルのスティックアウトが自動的に 2.5 インチに変更されます。
Berechnung
des Schaftfräser-Stickouts ohne
Messung
Wenn
der ausgewählte Werkzeughalter
über einen Messlängenwert in der Datenbank verfügt und Sie den Gesamtlängenversatz
der Werkzeugbaugruppe vom Bediener abrufen können, können Sie das Messen des Schaftfräser-Stickouts
überspringen. In diesem Beispiel hatte der Werkzeughalter eine Messlänge von 8 Zoll, die im Feld
Gesamtmesslänge angezeigt wird.
Der Werkzeuglängenversatz
beträgt 10,5 Zoll, also geben
wir ihn in das gleiche Feld ein.
Dadurch wird
der Stickout in der Datei mit den Werkzeugdetails automatisch auf 2,5" geändert.