Measuring Slotting Cutters
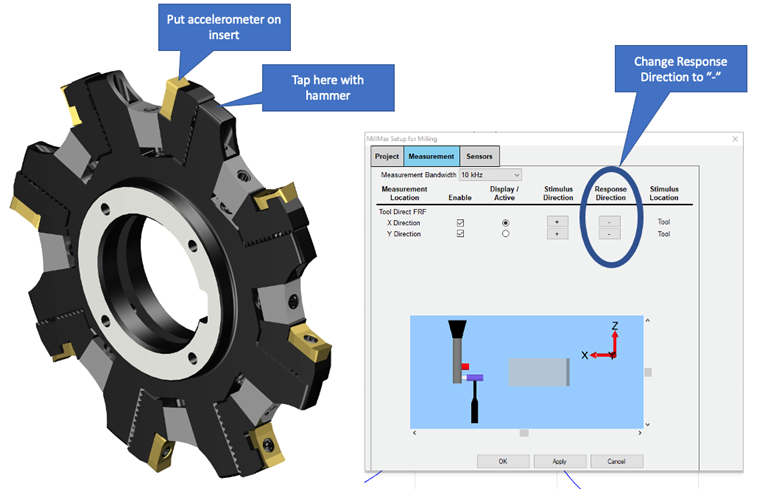
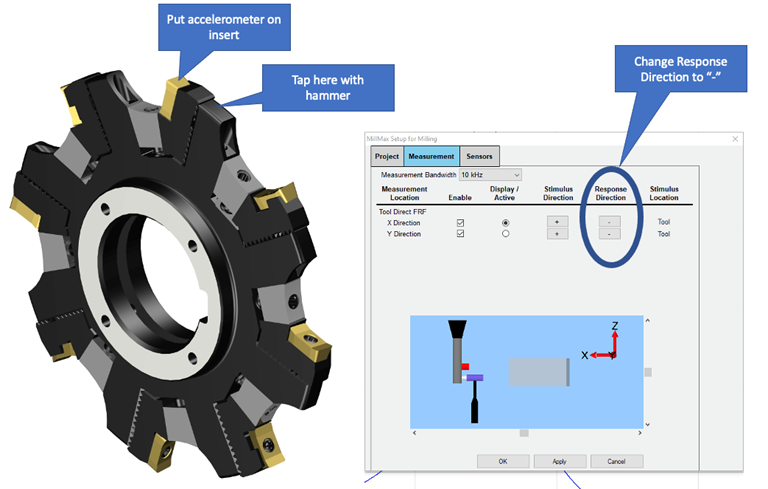
1. Chose the indexable
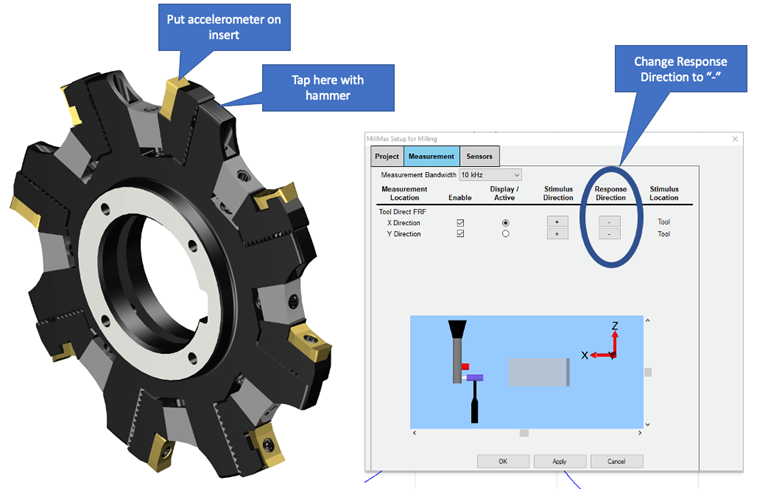
endmill setting which is 5000 Hz bandwidth and no weight/mass on the hammer.
2. Under Setup, click on
the Measurement tab and change the Response Direction on both the X and Y
Directions to minus ("-"). BE SURE TO REVERSE THIS WHEN YOU
ARE DONE WITH THIS CUTTER.
3. Put the accelerometer
on the insert and tap on the steel behind the insert.
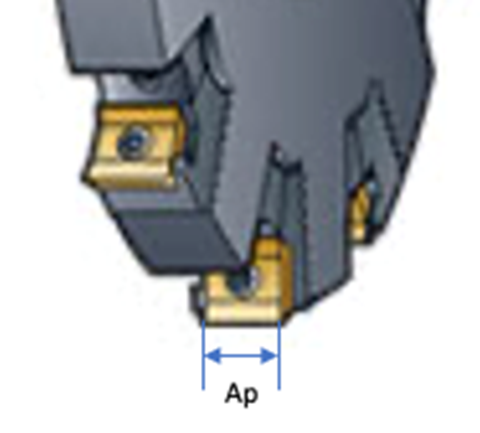
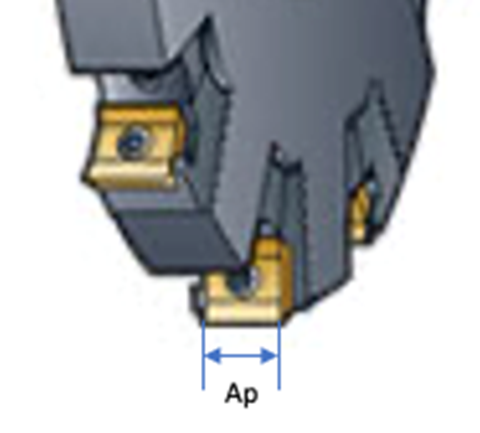
If the
inserts are mounted opposite, that is for very one that is cutting up, one is
cutting down, the number of teeth stays the same, but the allowable stable slot
depth (Ae) may be less than what is shown on the Dashboard. This is also true
if the teeth are staggered. The speed predictions will be correct, but the slot
depth may need to be reduced. This can be compensated for by reducing the slot
width (Ap) to the actual width of each insert not the total slot width.
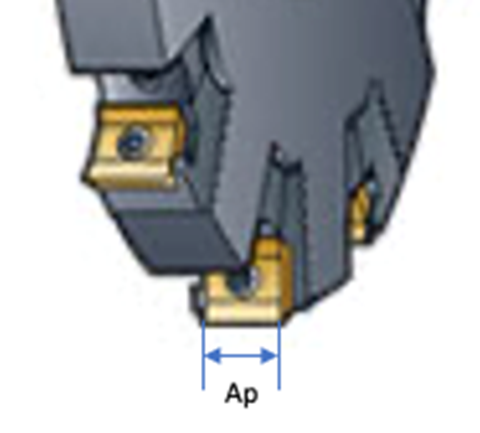
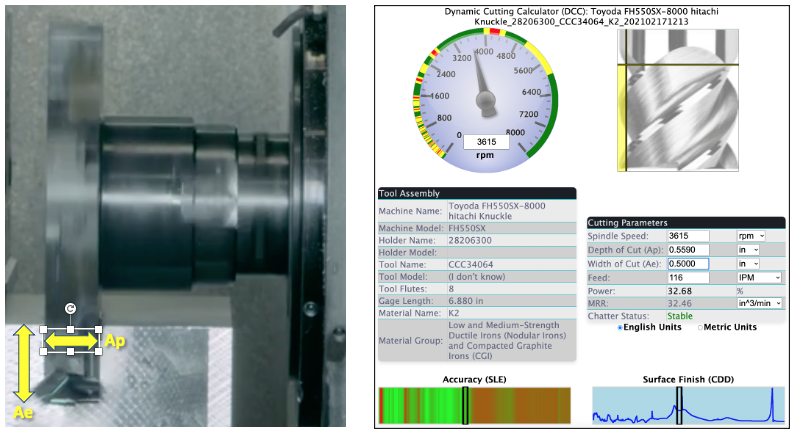
This how the Dashboard
settings will look for a slotting cutter. "Ap" is the slot width and
"Ae" is the slot depth.
測定スロッティングカッター
1. 帯域幅が 5000 Hz で、ハンマーに重量/質量がない刃先交換式エンドミル設定を選択しました。
2.
「設定」(Setup) で「測定」(Measurement) タブをクリックし、X
方向と Y 方向の両方の応答方向をマイナス
("-") に変更します。
このカッターが終わったら、必ずこれを逆にしてください。
3.加速度計をインサートに置き、インサートの後ろの鋼を軽くたたきます。
インサートが反対側に取り付けられている場合、つまり、切削中のインサートと切削中のインサートの場合、歯の数は同じままですが、許容される安定したスロット深さ
(Ae)
はダッシュボードに表示されているものよりも小さくなる可能性があります。これは、歯がずらしている場合にも当てはまります。速度予測は正しいですが、スロットの深さを減らす必要がある場合があります。これは、スロット幅(Ap)を各チップの実際の幅に減らすことで補うことができます。
これは、ダッシュボード設定でスロッティング カッターが検索される方法です。「Ap」はスロット幅、「Ae」はスロットの深さです。
Messen
von Stoßfräsern
1. Wählen
Sie die Einstellung des Wendeschneidplattenfräsers,
die eine Bandbreite von
5000 Hz und kein Gewicht/Masse
auf dem Hammer beträgt.
2. Klicken
Sie unter Setup auf die Registerkarte
Messung und ändern Sie die Antwortrichtung sowohl in der X- als auch in der Y-Richtung auf minus ("-"). STELLEN SIE SICHER,
DASS SIE DIES UMKEHREN, WENN SIE MIT DIESEM SCHNEIDER FERTIG SIND.
3. Setzen
Sie den Beschleunigungssensor auf den Einsatz und klopfen Sie auf den
Stahl hinter dem Einsatz.
Wenn
die Wendeschneidplatten gegenüberliegend
montiert sind, d. h. bei jedem, der schneidet, und bei dem, der schneidet, bleibt die Anzahl der Zähne gleich, aber die zulässige stabile Schlitztiefe (Ae) kann geringer sein als auf dem Armaturenbrett angezeigt. Dies
gilt auch, wenn die Zähne versetzt sind. Die Geschwindigkeitsvorhersagen sind korrekt, aber die Schlitztiefe muss möglicherweise reduziert werden. Dies kann kompensiert werden, indem die Nutbreite (Ap) auf die tatsächliche
Breite jedes Einsatzes und nicht auf die gesamte Nutbreite reduziert wird.
So sehen
die Dashboard-Einstellungen für einen
Schlitzschneider aus.
"Ap" ist die Schlitzbreite
und "Ae" ist die Schlitztiefe.