Tap Testing Live Tooling
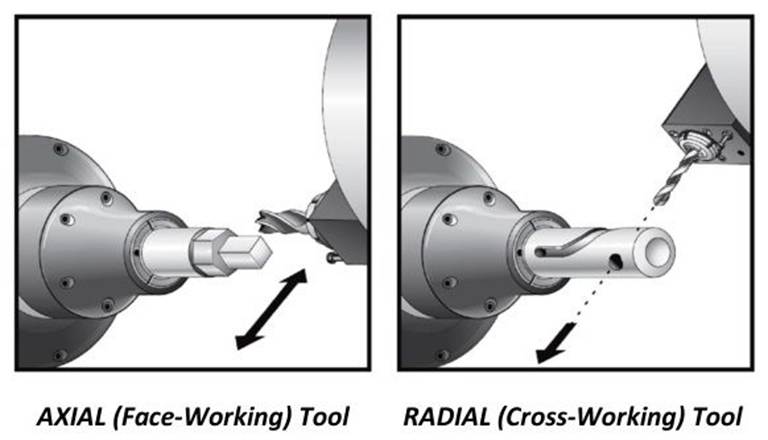
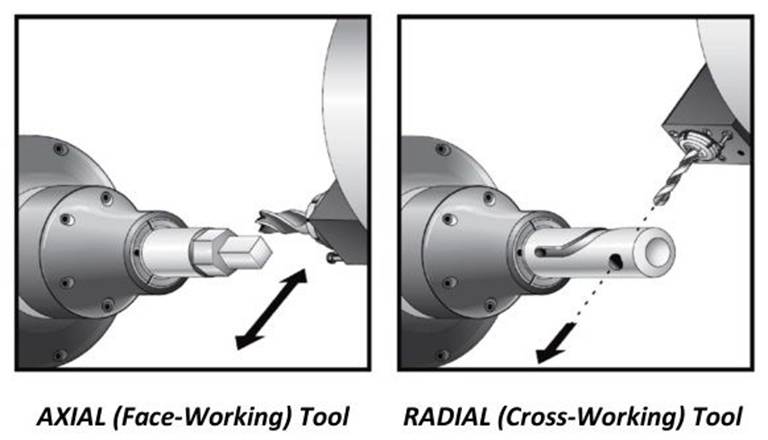
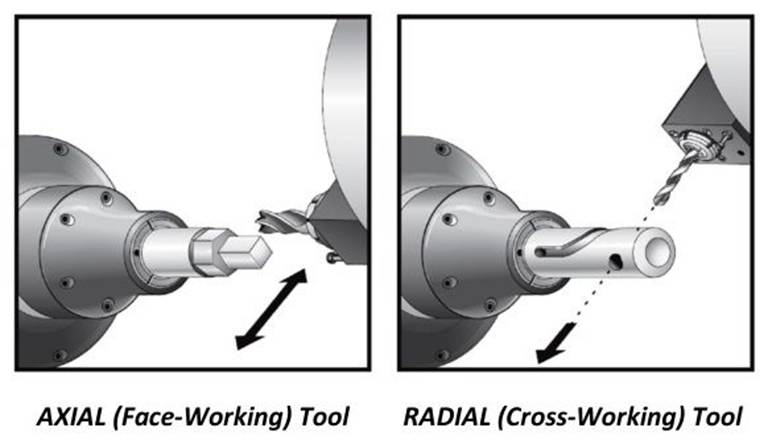
There are two types of
turret mounted live tooling on a CNC turning center. Axial and radial or
90-degree heads.
First you need to find
out the maximum RPM on the live tooling head. That should be etched on the head
itself or by looking up the model number on the manufacturer's website. If it
shows the torque or HP note that as well. You can use these calculators, if
only one value is shown:
HP to Torque: https://www.electrical4u.net/calculator/hp-to-torque-nm-conversion-calculator/
Torque to HP: https://www.electrical4u.net/calculator/torque-nm-to-horsepower-hp-conversion-calculator/
Go to the Machine
Details in SpeedCast and edit the maximum RPM, torque and power of the machine.
Click NO when asked if you want to permanently change the machine's database.
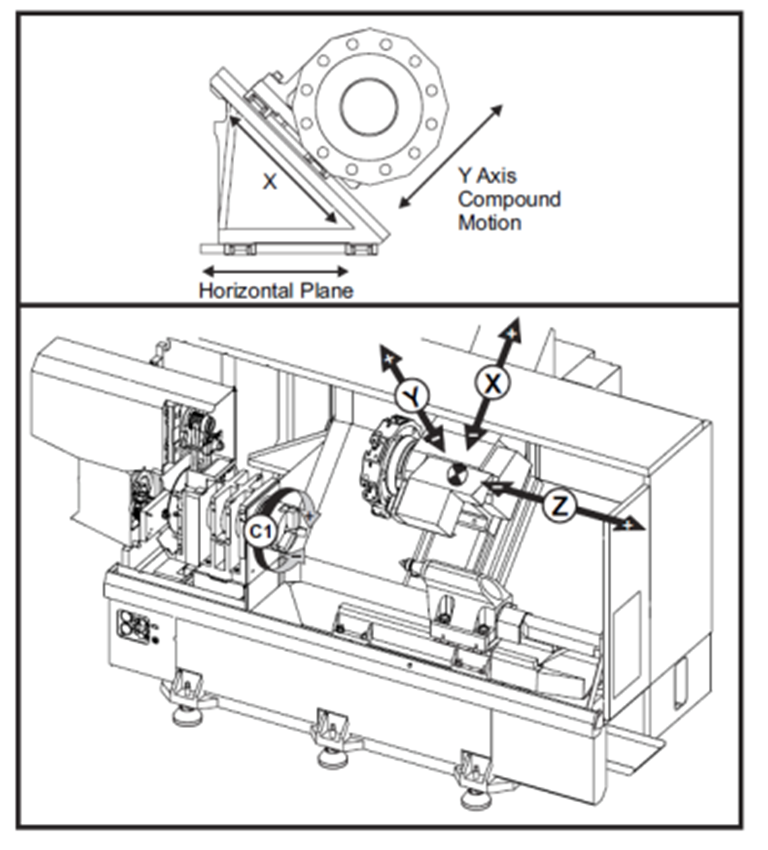
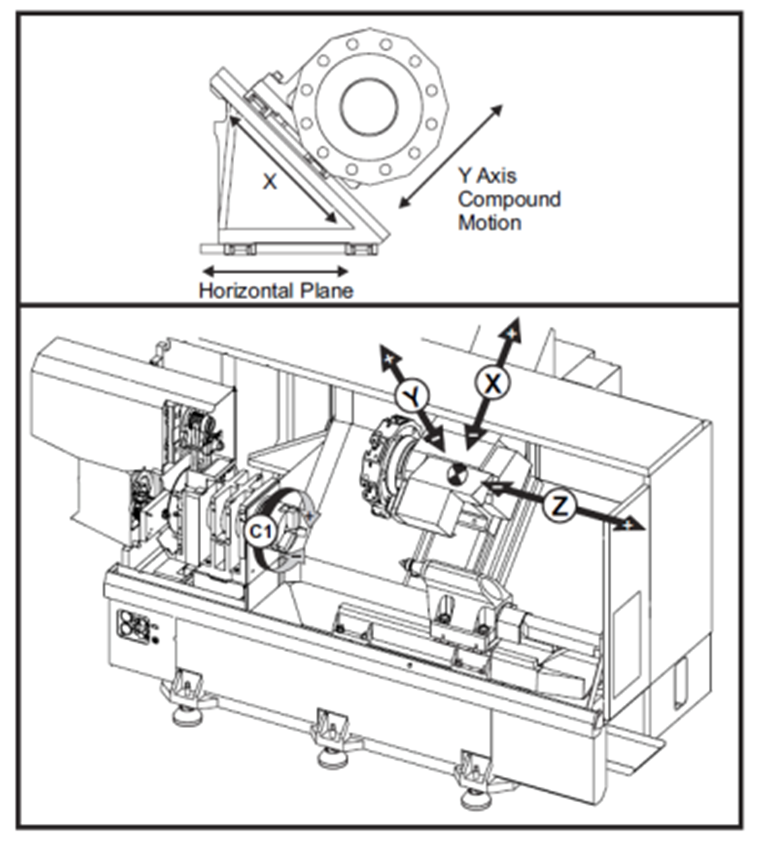
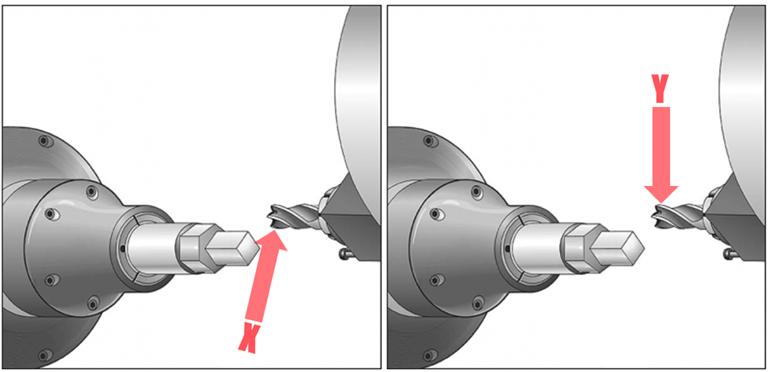
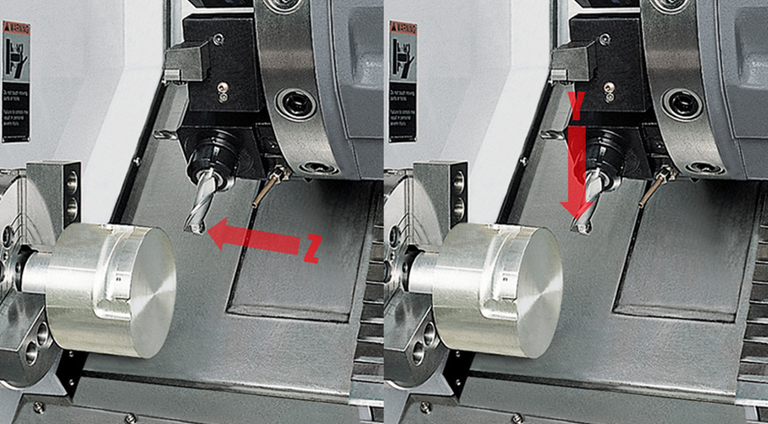
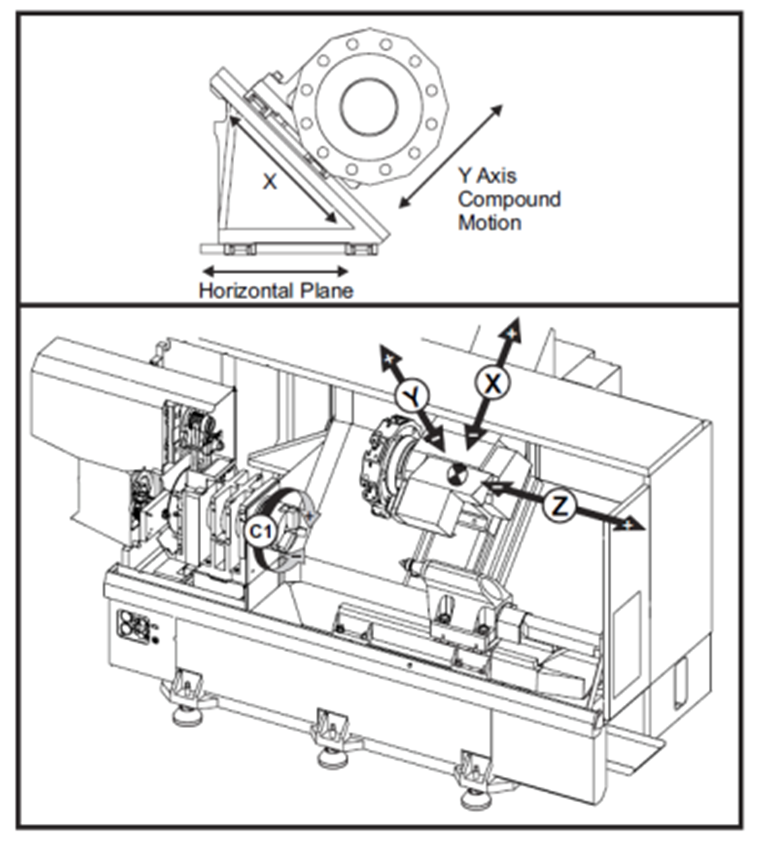
This chart shows the X,
Y and Z axes on a turning center:
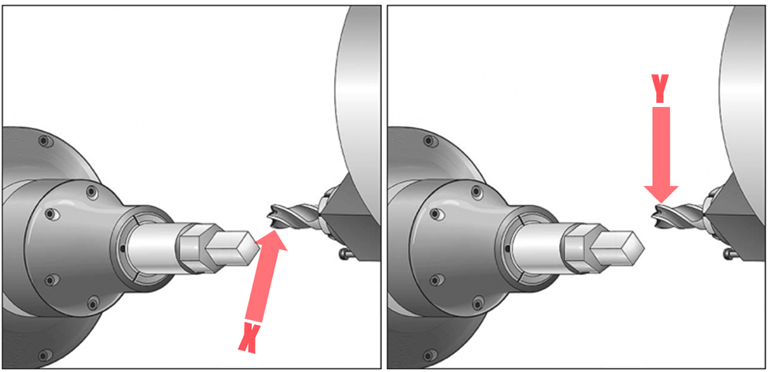
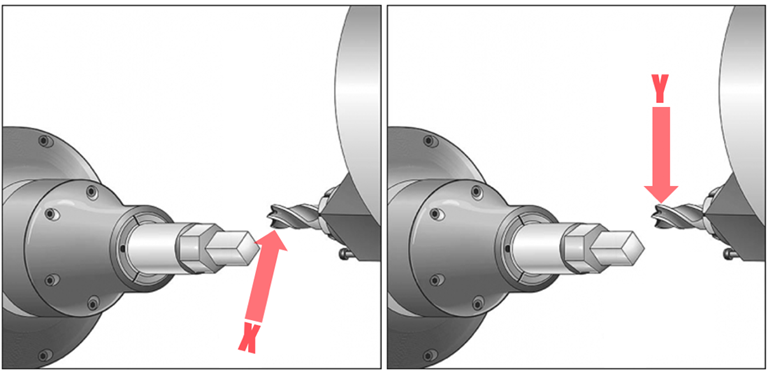
For the axial live tooling head, you will tap test in the
X-axis, rotate the tool 90 degrees and tap in the Y-axis.
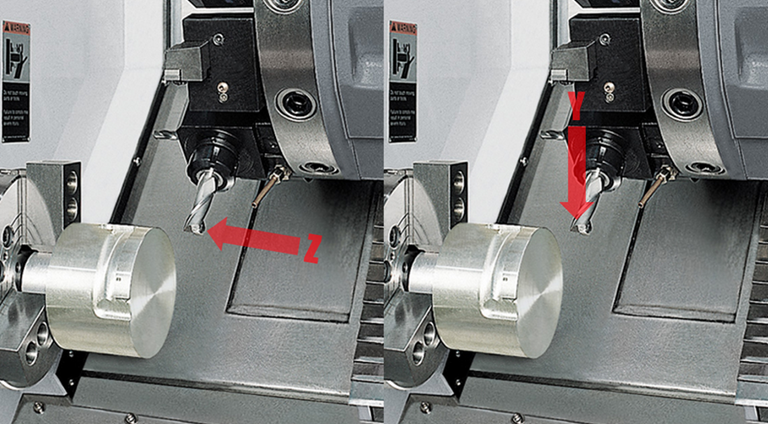
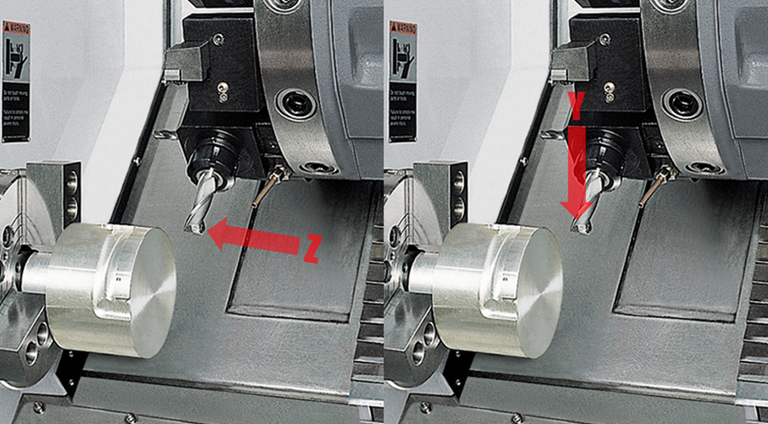
For the radial or 90-degree live tooling head, you will tap
in the Z direction for the X-axis (no need to edit the settings) and then
rotate the tool 90 degrees and tap in the Y direction for the Y-Axis.
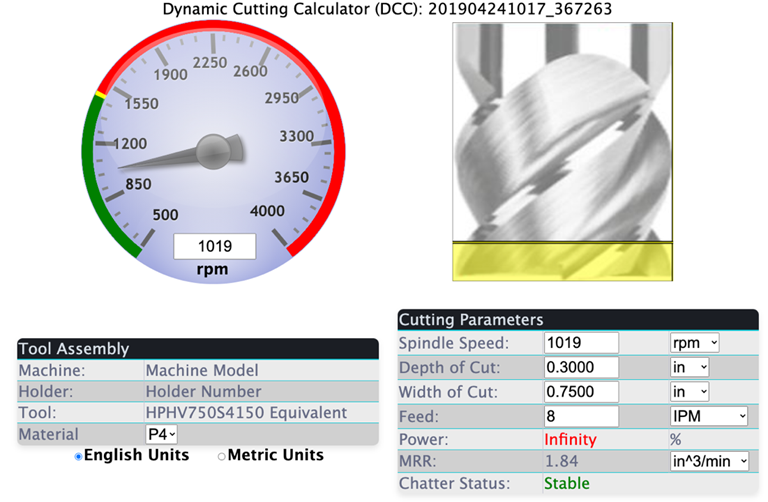
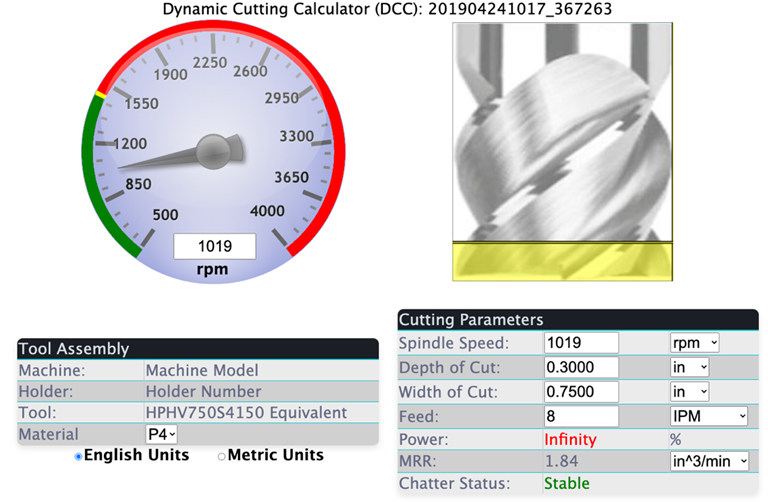
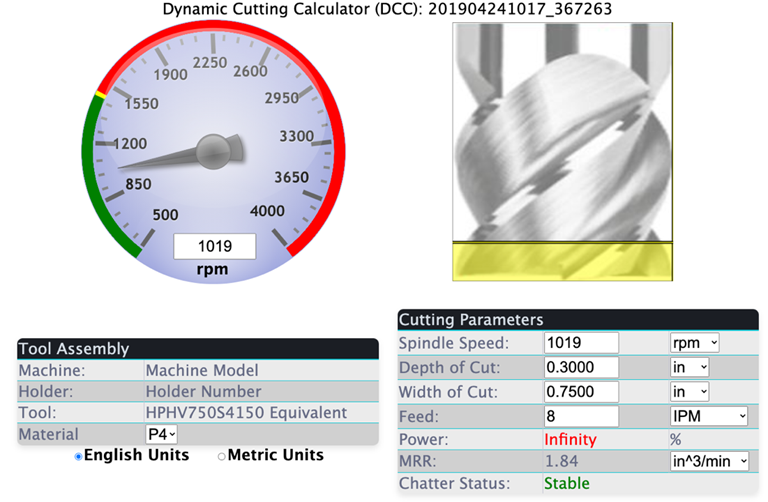
EXAMPLE:



The
application was a 4 Flute Carbide Endmill mounted in an ER32 CAT40 collet
chuck. The assembly was running in a live tool attachment on the turret of a
Mazak Multiplex 6300Y. The live tool had a 4000 max RPM with unknown horsepower
or torque. Full width cut at 0.300” depth of cut. Feed rate was 0.002 IPT at
1019 RPM. The current tool was a Kennametal HARVI HPHV750S4150.
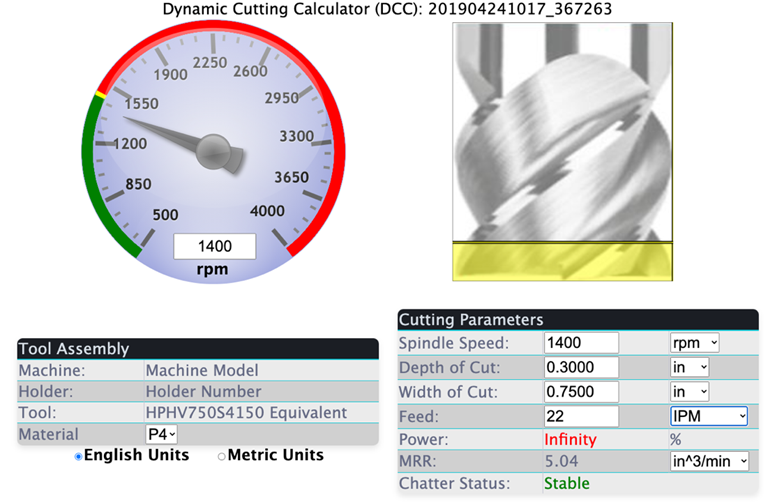
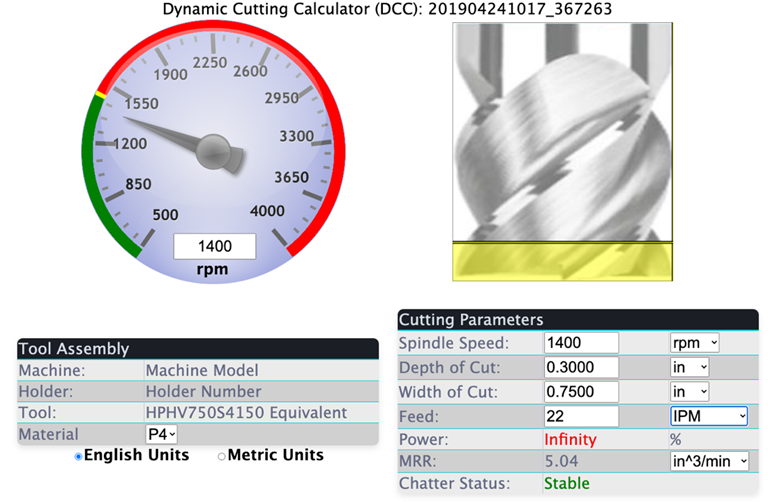
We increased the speed
to 1400 RPM and doubled the feed rate to 0.004 IPT.
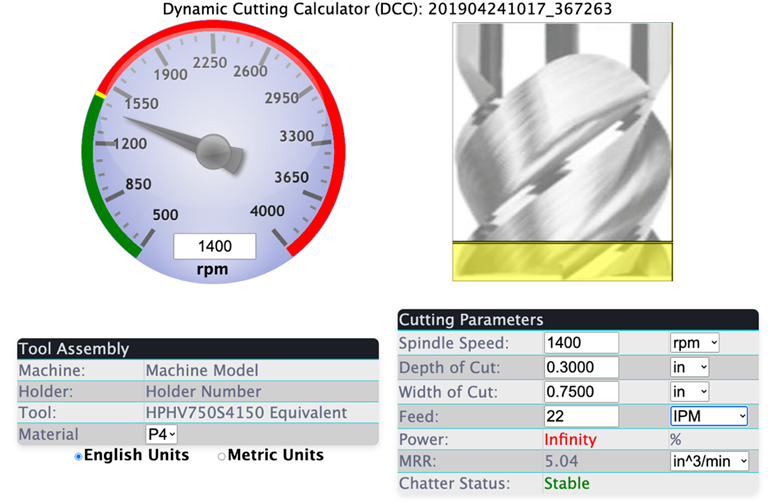
173.9% Productivity
Improvement
タップライブツールのテスト
CNCターニングセンターには、タレットに取り付けられたライブツーリングには2つのタイプがあります。アキシャルおよびラジアルまたは90度のヘッド。
まず、ライブツーリングヘッドの最大RPMを調べる必要があります。それは頭自体にエッチングするか、メーカーの Web
サイトでモデル番号を調べて行う必要があります。トルクやHPが表示されている場合は、それにも注意してください。これらの計算機は、1
つの値のみが表示されている場合に使用できます。
トルクへのHP:https://www.electrical4u.net/calculator/hp-to-torque-nm-conversion-calculator/
HPへのトルク:https://www.electrical4u.net/calculator/torque-nm-to-horsepower-hp-conversion-calculator/
SpeedCastのマシンの詳細に移動し、マシンの最大RPM、トルク、および出力を編集します。マシンのデータベースを永続的に変更するかどうかを尋ねられたら、[いいえ]をクリックします。
このチャートは、ターニング センターの
X、Y、Z 軸を示しています。
アキシャルライブツーリングヘッドの場合、X軸でテストをタップし、ツールを90度回転させてY軸をタップします。
ラジアルまたは 90 度のライブ
ツーリング ヘッドの場合、X 軸を Z 方向にタップし
(設定を編集する必要はありません)、ツールを
90 度回転させ、Y 軸を Y 方向にタップします。
例:



アプリケーションは、ER32
CAT40コレットチャックに取り付けられた4枚刃超硬エンドミルでした。アセンブリは、Mazak
Multiplex
6300Yのタレットにあるライブツールアタッチメントで実行されていました。ライブツールは最大
4000 RPM で、馬力やトルクは不明でした。切込み深さ0.300インチで全幅カット。送り速度は1019RPMで0.002IPTでした。現在のツールはケナメタルのHARVI
HPHV750S4150でした。
速度を1400
RPMに上げ、送り速度を2倍の0.004
IPTにしました。
173.9%の生産性向上
Tippen Sie auf Testen von Live-Tools
Es gibt
zwei Arten von revolvermontierten angetriebenen Werkzeugen auf einem CNC-Drehzentrum. Axiale und radiale oder 90-Grad-Köpfe.
Zuerst müssen
Sie die maximale Drehzahl
am angetriebenen Werkzeugkopf
ermitteln. Das sollte man
auf den Kopf selbst ätzen oder die Modellnummer auf der
Website des Herstellers nachschlagen.
Wenn es das Drehmoment oder
die PS anzeigt, vermerken
Sie das ebenfalls. Sie können
diese Rechner verwenden, wenn nur ein
Wert angezeigt wird:
PS zu
Drehmoment: https://www.electrical4u.net/calculator/hp-to-torque-nm-conversion-calculator/
Drehmoment zu
PS: https://www.electrical4u.net/calculator/torque-nm-to-horsepower-hp-conversion-calculator/
Gehen Sie zu den Maschinendetails in
SpeedCast und bearbeiten Sie die maximale
Drehzahl, das Drehmoment
und die Leistung der Maschine.
Klicken Sie auf NEIN, wenn
Sie gefragt werden, ob Sie die Datenbank des Geräts dauerhaft ändern möchten.
Dieses Diagramm zeigt die X-, Y- und Z-Achsen auf einem Drehzentrum:
Für den axialen angetriebenen Werkzeugkopf klopfen Sie den Test in der X-Achse,
drehen das Werkzeug um 90
Grad und klopfen in der Y-Achse.
Für den radialen oder 90-Grad-Werkzeugkopf tippen
Sie in Z-Richtung auf die X-Achse
(Sie müssen die Einstellungen
nicht bearbeiten), drehen das Werkzeug dann um 90 Grad und tippen in Y-Richtung für die Y-Achse.
BEISPIEL:



Die Anwendung war ein 4-schneidiger Hartmetall-Schaftfräser, der in einem
ER32 CAT40 Spannzangenfutter montiert
war. Die Baugruppe lief in einem
angetriebenen Werkzeugaufsatz
auf dem Revolver einer Mazak Multiplex 6300Y. Das angetriebene Werkzeug hatte eine maximale
Drehzahl von 4000 U/min mit
unbekannter Leistung oder Drehmoment. Schnitt in voller Breite mit 0,300" Schnitttiefe. Der
Vorschub betrug 0,002 IPT bei 1019 U/min. Das aktuelle Werkzeug war ein Kennametal HARVI
HPHV750S4150.
Wir haben
die Drehzahl auf 1400 U/min erhöht
und den Vorschub auf 0,004 IPT verdoppelt.
173,9 % Produktivitätssteigerung