Tap Testing Thread Mills
Tap-testing
thread mills does a great job of determining the best speed. Because of their
low or no helix geometry thread mills are highly prone to chatter if you pick
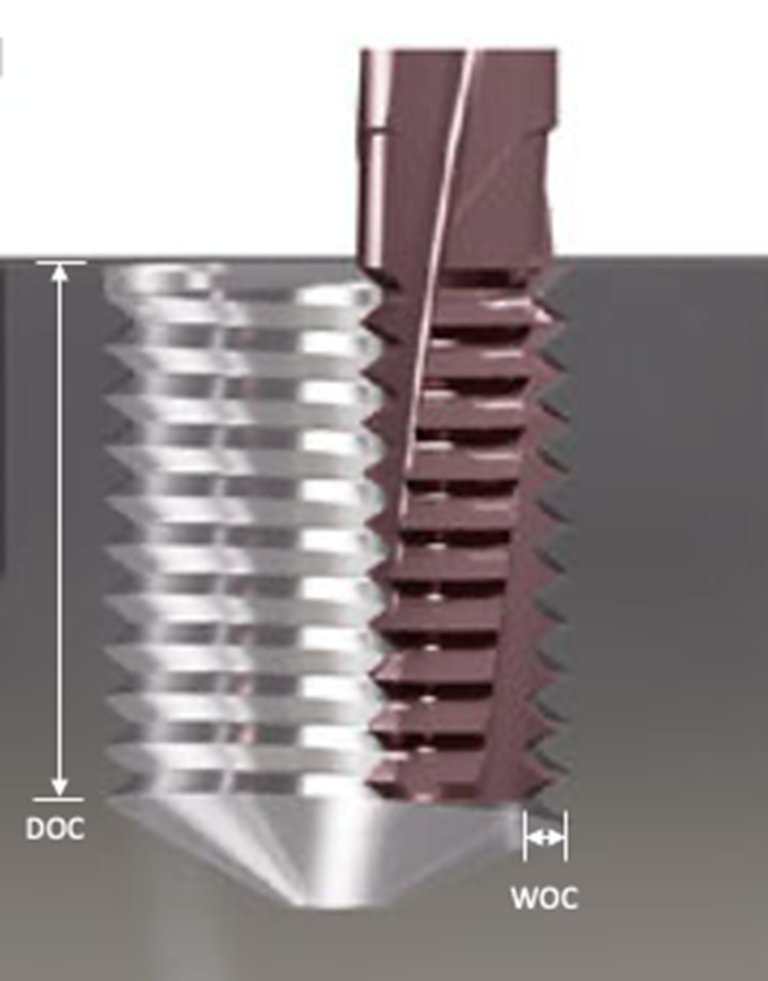
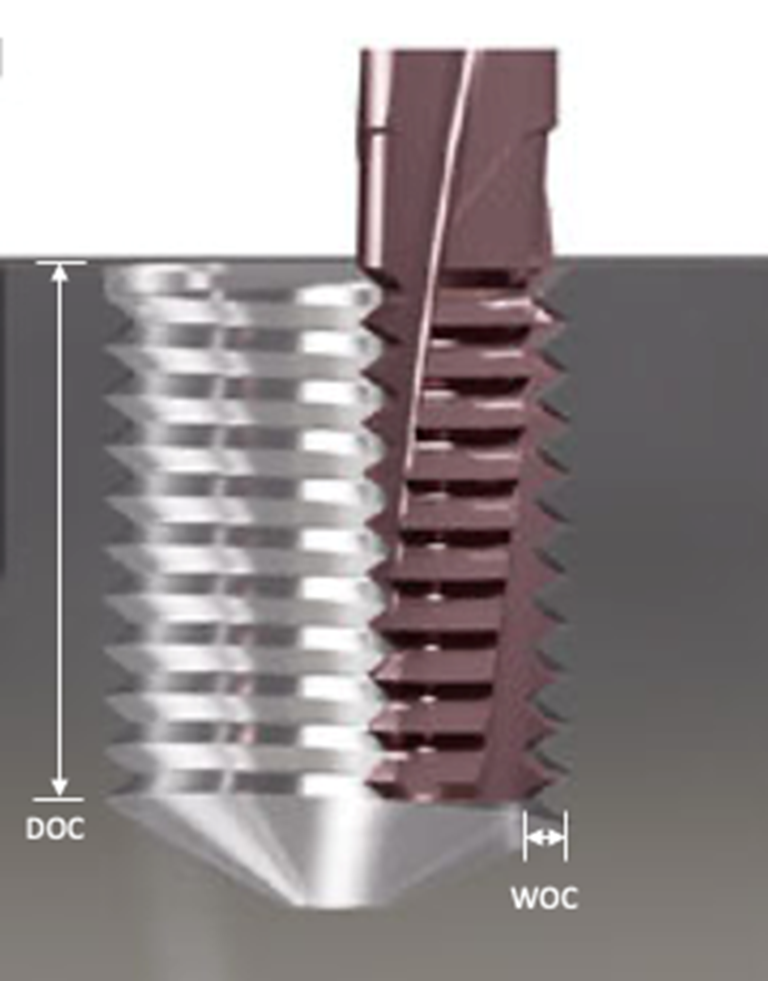
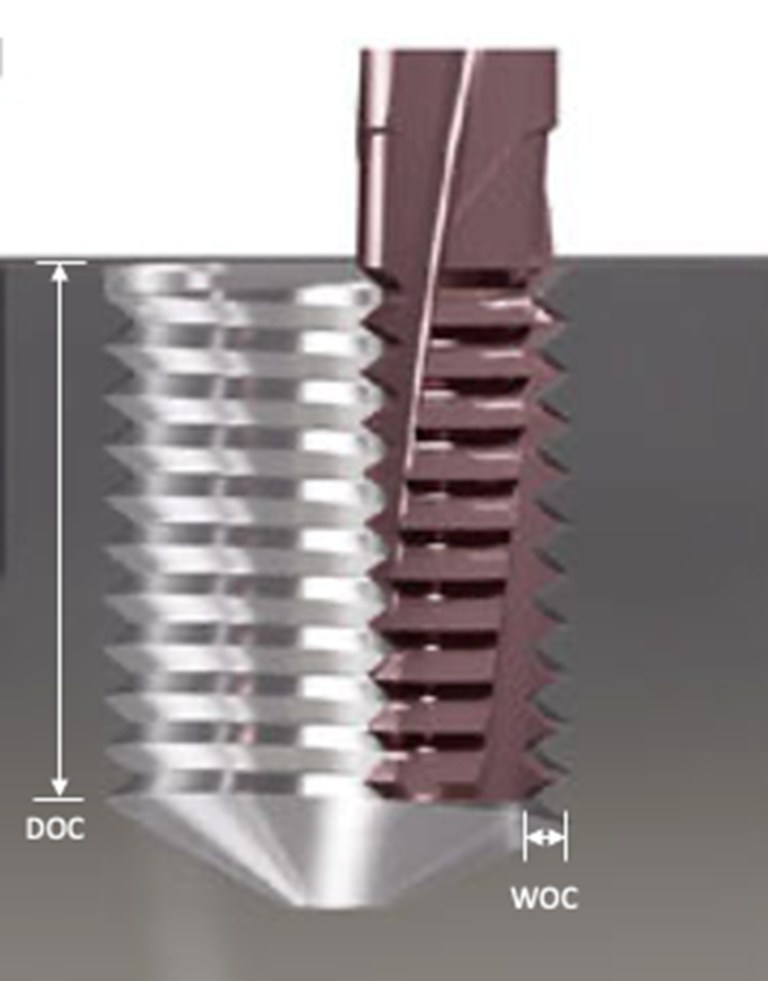
the wrong speed. The axial depth of cut and the radial depth are determined by
the application and the thread mill program.
The
depth of cut and width of cut are pre-determined by the program, but you can
determine the best speeds. Tap-test just as you would an endmill.
Set the
current conditions (where the Dashboard opens) to the prescribed width and
depth of cut.
The cutting geometry is
typically pretty negative, so follow the manufacturer's recommendations for
feed rate. If you get chatter, increase the
number of passes to reduce the radial engagement.
タップテストスレッドミル
タップテストスレッドミルは、最適な速度を決定するのに優れた役割を果たします。ねじれ形状が低いかまったくないため、ねじミルは間違った速度を選択するとびびりが発生しやすくなります。軸方向の切込み深さと半径方向の深さは、アプリケーションとねじ切りプログラムによって決定されます。
切込み深さと切込み幅はプログラムによって事前に決定されていますが、最適な速度を決定できます。エンドミルと同じようにタップテストします。
現在の条件(ダッシュボードが開く場所)を、所定の切込み幅と深さに設定します。
切削形状は通常かなりマイナスであるため、送り速度についてはメーカーの推奨に従ってください。
チャタリングが発生した場合は、パスの数を増やしてラジアルエンゲージメントを減らします。
Gewindefräser
für die Gewindebohrprüfung
Die Gewindebohrprüfung von Gewindefräsern
leistet hervorragende
Arbeit bei der Bestimmung
der besten Drehzahl. Aufgrund ihrer geringen oder keiner
Spiralgeometrie sind Gewindefräser sehr anfällig für Rattern, wenn Sie die falsche Geschwindigkeit wählen. Die axiale Schnitttiefe und die
radiale Tiefe werden durch die Anwendung und das Gewindefräserprogramm bestimmt.
Die Schnitttiefe und die Schnittbreite
sind vom Programm vorgegeben, aber Sie können die besten Geschwindigkeiten bestimmen. Stichprobe wie bei einem
Schaftfräser.
Legen
Sie die aktuellen Bedingungen
(an der Stelle, an der das Dashboard geöffnet wird) auf die vorgeschriebene Schnittbreite und -tiefe fest.
Die Schnittgeometrie
ist in der Regel ziemlich negativ, befolgen Sie also die Empfehlungen des Herstellers für
den Vorschub. Wenn Sie Rattern
bemerken, erhöhen Sie die Anzahl der Durchgänge, um den radialen Eingriff zu verringern.