Tap-Testing Feed Mills
High
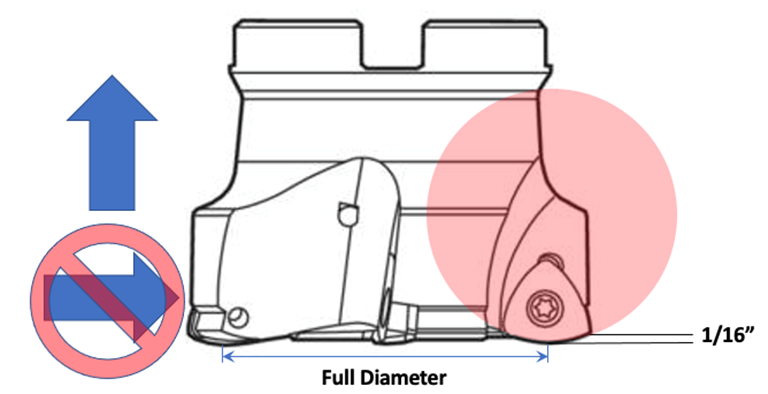
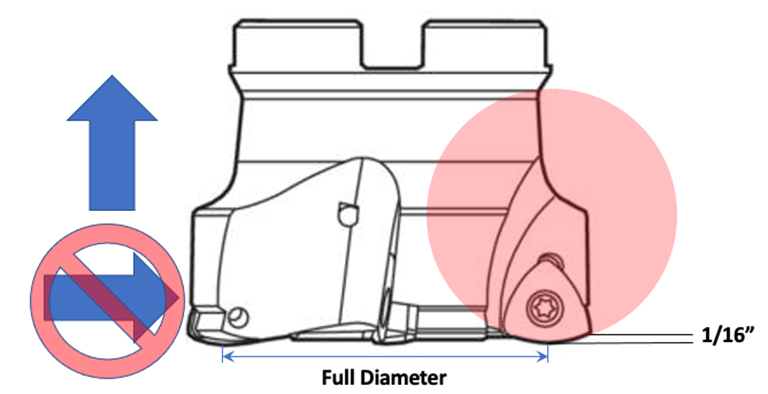
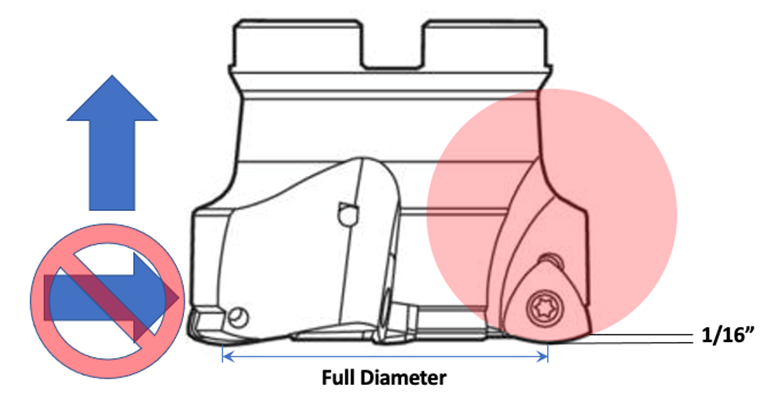
feed mills by design have a very low axial depth of cut. To recover the metal
removal rate lost by such a small depth of cut, they are most often suggested
to be run at full width of cut and using very high feed rates. They exploit
axial chip-thinning by increasing the effective radius of the insert. Because
of this, that the tool cuts only on the bottom and not on the sides, most of
the cutting forces are redirected axially rather than radially like a
traditional milling cutter.
Feed
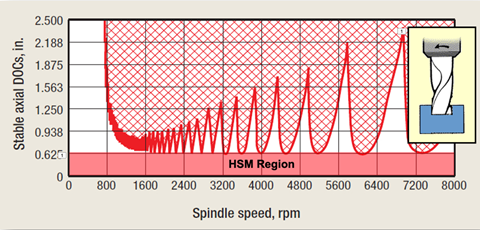
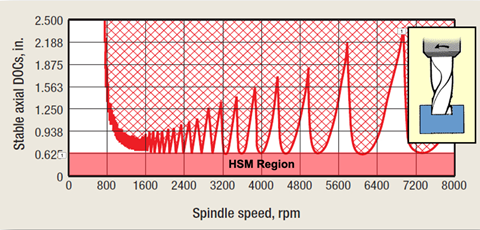
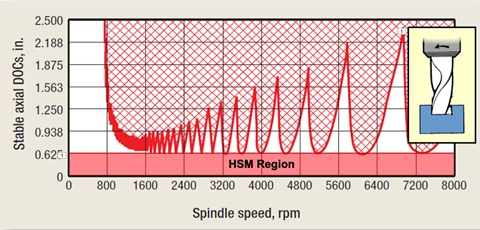
mills are exploiting what we call the b-critical limit represented by the red
(HSM) region on the stability lobe diagram where the deflection is so low that
any speed will be stable. To determine the b-critical limit, the algorithm uses
the corner radius of milling cutter among other factors. The very large
effective radius may cause our b-critical calculations to be off (as well as
create very rough surface finishes, non-straight walls and poor insert life).
With tap-testing the
speed predictions will be VERY ACCURATE. Because of the low maximum depth of
cut and the impact the large effective radius of the insert has on our
calculations, the resulting Dashboard may often will appear all green. It is
likely right, but you still want to try and pick the best speeds. You can see
these by going to Setup and the Tool Details. Double the Length, Cutting Edge
(APMX). You are going to want to change this back before delivering the
Dashboard. Red zones should now appear, if they don't, double it again. Select
a speed that is within a distinct green zone while respecting the
manufacturer's SFM limits. Because you are likely cutting a full slot, the
teeth have no time too cool, and the inserts are very small you can't exceed
the SFM limits by much without burning up the cutting edges. Simply toggle the
RPM field on the Dashboard to SMM.
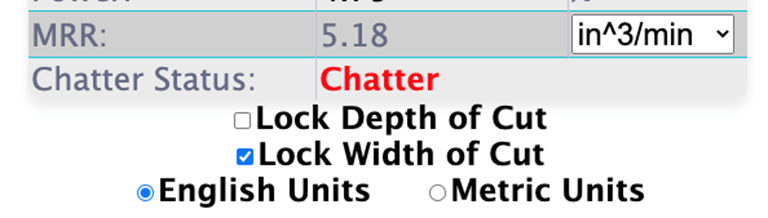
However, sometimes
because of the changing force model caused by the oversized effective radius
described above, our depth of cut predictions may be too conservative, and the
Dashboard will appear all red.
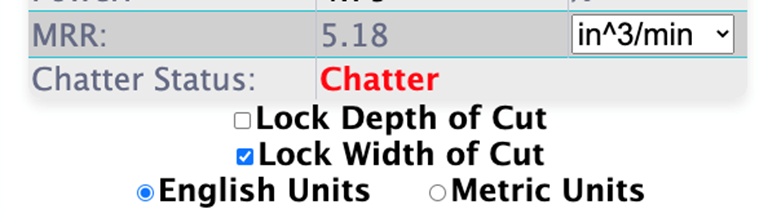
In these cases, lock the
width of cut and gradually reduce the depth of cut on the Dashboard until green
zones appear. These are your good stable speeds. The tool should still run at
the maximum depth of cut. To adjust the material properties so the Dashboard
will be correct for the customer, follow this procedure to calibrate the
Dashboard. First set the corner radius to zero (do not use the program or
effective radius), then follow the instructions in the Calibrate Dashboard
training lesson.
タップテストフィードミル
高フィードミルは、設計上、軸方向の切込みが非常に低くなります。このような小さな切込みによって失われる金属除去率を回復するには、ほとんどの場合、全幅で非常に高い送り速度を使用して実行することが推奨されます。チップの有効半径を大きくすることで、軸方向の切りくず薄化を利用します。このため、工具は側面ではなく底面のみを切削するため、ほとんどの切削抵抗は従来のフライスのように半径方向ではなく軸方向に方向転換されます。
飼料工場は、安定性ローブ図の赤色 (HSM) 領域で表される
b 臨界限界と呼ばれるものを利用しており、たわみが非常に低いため、どの速度でも安定します。b
臨界限界を決定するために、アルゴリズムは他の要因の中でも特にフライスのコーナー半径を使用します。有効半径が非常に大きいと、bクリティカルな計算がずれる可能性があります(また、非常に粗い表面仕上げ、非真っ直ぐな壁、チップ寿命の悪さが生じます)。
タップテストでは、速度予測は非常に正確になります。最大切込みが低く、チップの有効半径が大きいことが計算に与える影響があるため、結果のダッシュボードはすべて緑色で表示されることがよくあります。それはおそらく正しいですが、それでも最適な速度を選択してください。これらは、[設定]
と [ツールの詳細]
に移動すると確認できます。長さを2倍にし、刃先(APMX)。ダッシュボードを配信する前に、これを元に戻す必要があります。赤いゾーンが表示されるはずですが、表示されない場合は、再び
2 倍になります。メーカーの
SFM 制限を尊重しながら、明確なグリーン
ゾーン内の速度を選択してください。スロット全体を切削する可能性が高いため、歯は冷たくなりすぎず、インサートは非常に小さいため、刃先を焼き尽くさずにSFMの制限を大幅に超えることはできません。ダッシュボードの
RPM フィールドを
SMM に切り替えるだけです。
ただし、上記の有効半径が大きすぎることによる力モデルの変化により、切込み深さの予測が保守的になりすぎて、ダッシュボードがすべて赤で表示される場合があります。
このような場合は、切り込み幅をロックし、緑色のゾーンが表示されるまでダッシュボードで切り込み深さを徐々に減らします。これらはあなたの良い安定した速度です。工具は最大切込みで実行する必要があります。ダッシュボードが顧客にとって正しいものになるように材料特性を調整するには、次の手順に従ってダッシュボードをキャリブレーションします。まず、コーナー半径をゼロに設定し(プログラムまたは有効半径は使用しないでください)、次に、キャリブレーションダッシュボードトレーニングレッスンの指示に従います。
Gewindebohrprüfung
von Futtermühlen
Mühlen mit hohem Vorschub haben von Natur aus eine sehr
geringe axiale Schnitttiefe. Um die durch eine so geringe Schnitttiefe verlorene Zerspanungsleistung wiederherzustellen,
wird meist empfohlen, sie mit voller Schnittbreite
und mit sehr hohen Vorschüben zu fahren. Sie nutzen die axiale Spanverdünnung,
indem sie den effektiven Radius der Wendeschneidplatte
vergrößern. Aufgrund der Tatsache, dass das Werkzeug nur an der Unterseite und nicht an den Seiten schneidet, werden die meisten Schnittkräfte axial und nicht
radial wie bei einem herkömmlichen Fräser umgeleitet.
Futtermühlen nutzen die
so genannte b-kritische Grenze, die durch den roten (HSM) Bereich im Stabilitätskeulendiagramm dargestellt wird, in dem die Durchbiegung so gering ist, dass jede
Drehzahl stabil ist. Um die b-kritische Grenze zu bestimmen,
verwendet der Algorithmus unter anderem den Eckenradius des Fräsers. Der sehr große effektive
Radius kann dazu führen, dass unsere
b-kritischen Berechnungen nicht ausreichen (und zu sehr rauen
Oberflächengüten, nicht geraden Wänden und einer schlechten Lebensdauer der Wendeschneidplatte
führen).
Mit dem Tap-Test werden die Geschwindigkeitsvorhersagen
SEHR GENAU sein. Aufgrund der geringen
maximalen Schnitttiefe und
des Einflusses, den der große
effektive Radius der Wendeschneidplatte
auf unsere Berechnungen
hat, kann es vorkommen, dass das resultierende Dashboard ganz grün erscheint.
Es ist wahrscheinlich richtig, aber Sie möchten trotzdem versuchen, die besten Geschwindigkeiten auszuwählen.
Sie können diese sehen, indem Sie zu Setup und den Werkzeugdetails gehen. Doppelte Länge, Schneide (APMX). Sie sollten
dies wieder ändern, bevor
Sie das Dashboard bereitstellen. Rote Zonen sollten jetzt
erscheinen, wenn sie es nicht tun, verdoppeln Sie es erneut. Wählen Sie eine Geschwindigkeit aus, die sich innerhalb einer eindeutigen grünen Zone befindet und gleichzeitig die SFM-Grenzwerte
des Herstellers einhält. Da
Sie wahrscheinlich einen vollen Schlitz schneiden, die
Zähne keine Zeit zu kühl haben und die Einsätze sehr klein
sind, können Sie die SFM-Grenzen nicht viel
überschreiten, ohne die Schneidkanten zu verbrennen. Schalten Sie einfach das Feld RPM auf dem Dashboard auf SMM um.
Aufgrund des sich
ändernden Kraftmodells, das durch
den oben beschriebenen übergroßen effektiven Radius verursacht wird, können unsere Vorhersagen
für die Schnitttiefe jedoch
zu konservativ sein, und
das Dashboard wird vollständig
rot angezeigt.
Sperren Sie in diesen Fällen die Schnittbreite und verringern Sie
die Schnitttiefe schrittweise
auf dem Dashboard, bis grüne Zonen
angezeigt werden. Das sind Ihre guten,
stabilen Geschwindigkeiten.
Das Werkzeug sollte weiterhin mit der maximalen Schnitttiefe laufen. Um die Materialeigenschaften
so anzupassen, dass das
Dashboard für den Kunden korrekt ist,
gehen Sie wie folgt vor, um das Dashboard zu kalibrieren. Stellen Sie zuerst den Eckradius auf Null ein (verwenden Sie nicht das Programm oder den effektiven Radius), und befolgen
Sie dann die Anweisungen in
der Schulungslektion Dashboard kalibrieren.