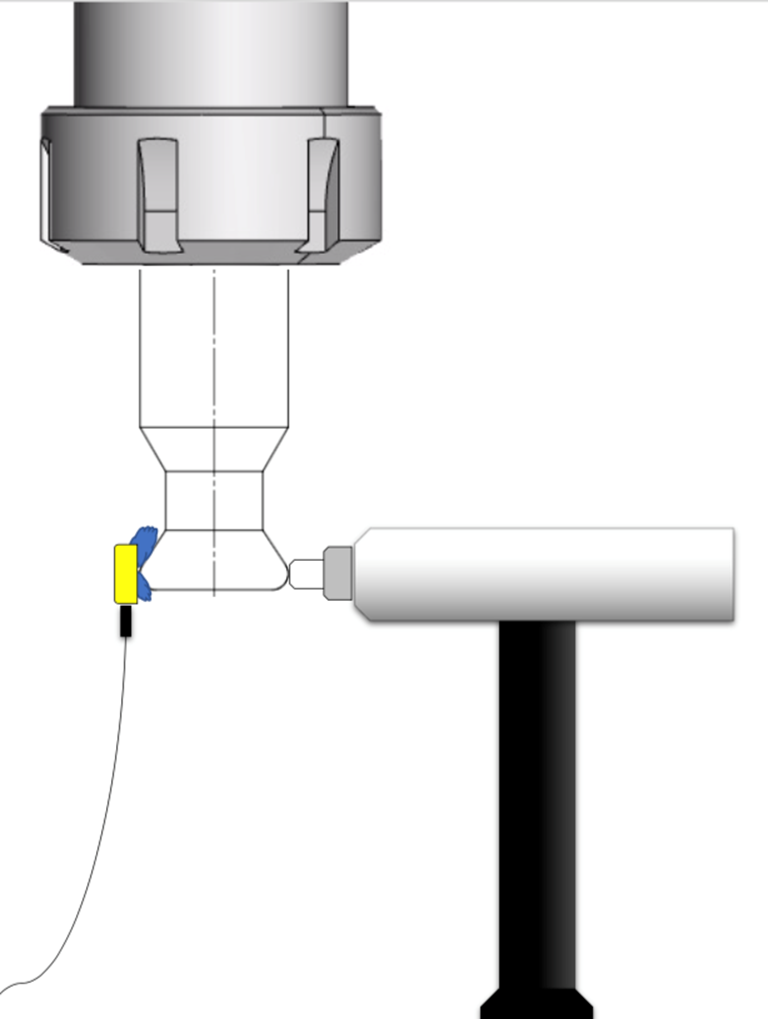
Tap-testing unconventional cutters, like dovetail or angle
mills.
Use a
lot of wax to hold the accelerometer, straight and perpendicular to the hammer
tip. Use the major diameter of the dovetail as the cutter's diameter. Because
we do not have a force model for this type of cutter, we can only accurately
predict stable speeds. Generate a Dashboard and reduce the width and depth of
cut until stable green zones appear. Those are the good speeds. Start off with
a conservative test cut, recording the sound with VP-Harmonizer. Gradually
increase the width and/or depth of cut until chatter is detected then revert to
last stable cut's depth and width.
アリ溝やアングルミルなどの型破りなカッターのタップテスト。
ハンマーの先端に対してまっすぐかつ垂直に加速度計を保持するために、大量のワックスを使用します。アリ溝の外径をカッターの直径として使用します。このタイプのカッターには力モデルがないため、安定した速度を正確に予測することしかできません。ダッシュボードを生成し、安定した緑色のゾーンが表示されるまで切り込みの幅と深さを小さくします。これらは良いスピードです。まずは控えめなテストカットから始めて、VP-Harmonizerでサウンドを録音します。びびりが検出されるまで、切り込みの幅や深さを徐々に増やしてから、最後に安定した切り込みの深さと幅に戻します。
Stichprüfung
von unkonventionellen Fräsern,
wie z.B. Schwalbenschwanz- oder Winkelfräsern.
Verwenden Sie viel
Wachs, um den Beschleunigungsmesser gerade und senkrecht zur Hammerspitze zu halten. Verwenden
Sie den Hauptdurchmesser des Schwalbenschwanzes
als Durchmesser des Fräsers. Da wir für diesen Fräsertyp kein Kraftmodell haben, können wir
nur stabile Geschwindigkeiten
genau vorhersagen. Generieren Sie ein Dashboard und reduzieren Sie die Schnittbreite
und -tiefe, bis stabile grüne
Zonen angezeigt werden. Das sind die guten Geschwindigkeiten.
Beginnen Sie mit einem konservativen Testschnitt und nehmen Sie den
Ton mit VP-Harmonizer auf. Erhöhen
Sie allmählich die Breite und/oder
Tiefe des Schnitts, bis ein Rattern erkannt
wird, und kehren Sie dann zur Tiefe
und Breite des letzten stabilen
Schnitts zurück.