How to read a Dashboard with Ball Nose Endmills
With 3D milling, the
three axes can cut to different depths, and create different shapes typically
in die and mold work. The axial and radial cutting depths are usually light,
but the tools are also often longer and more flexible. They deflect, vibrate and
are prone to chatter. Tap-testing and Dashboards will locate the best speeds
for stable cutting, surface finish quality and accuracy, all vitally important
to 3D and contour milling.
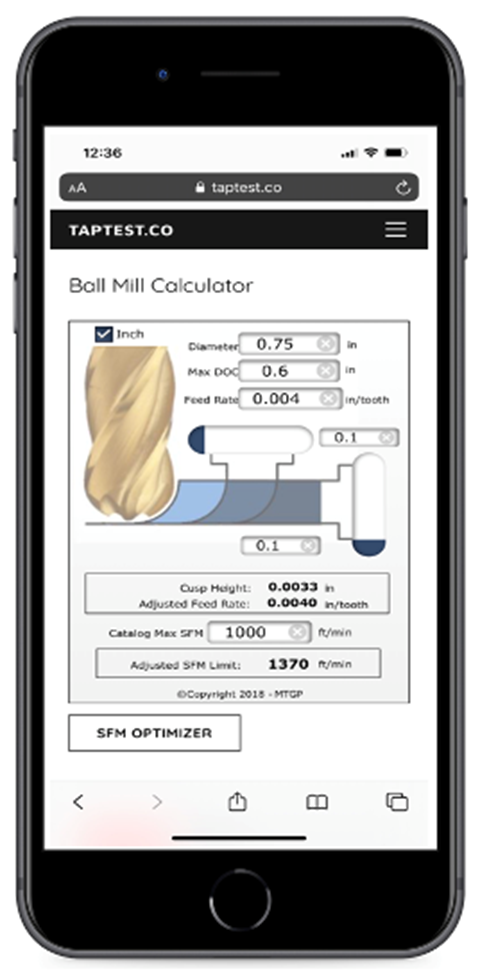
The endmills used for 3D
and contour milling are typically ball or bull nosed. While the graphic on the
Dashboard is that of the square endmill, the axial depth of cut and step-over
(represented by the radial width of cut) are applicable. Because they vary
during the part program, set the width and depth of cuts to worst possible
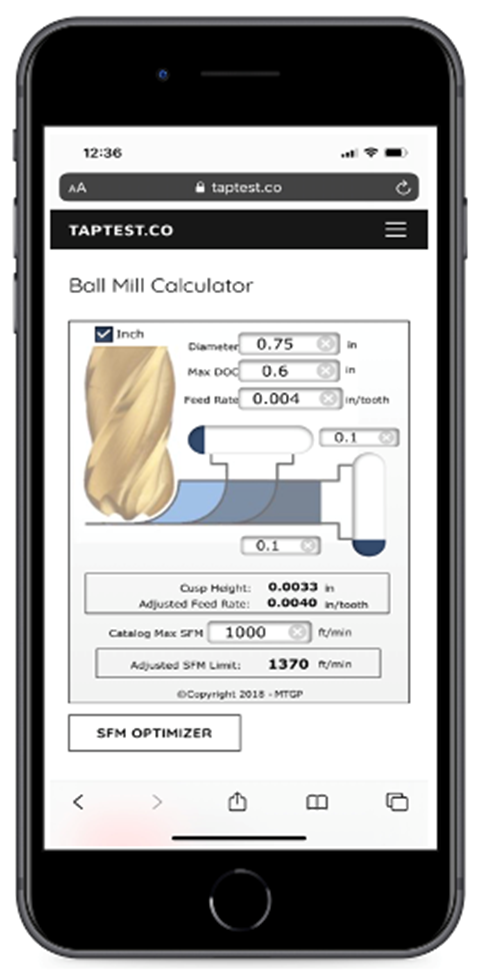
condition. Find a green stable zone within the SFM/SMM limits set by the
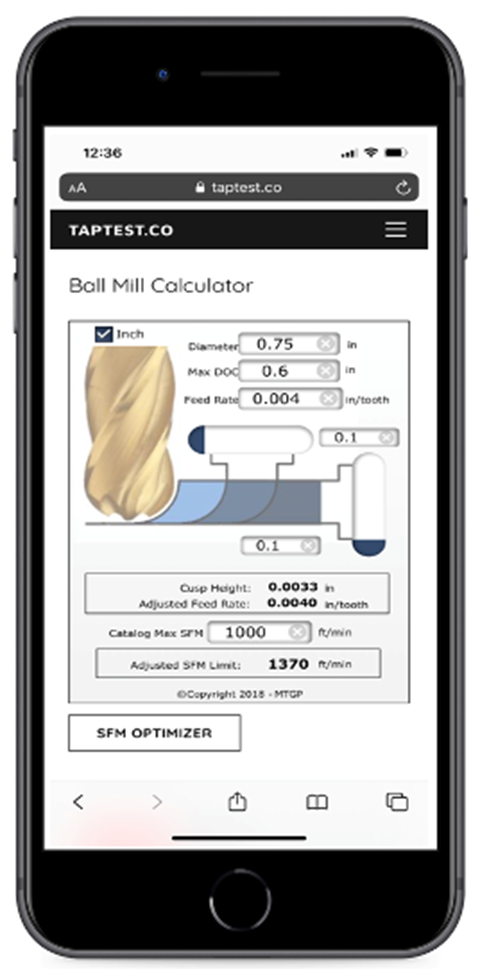
manufacturer. To calculate the cusp height and to maximize feed rate (with
axial chip thinning) and surface speed use this calculator:
https://www.deepmill.ai/ball-mill-calculator.html
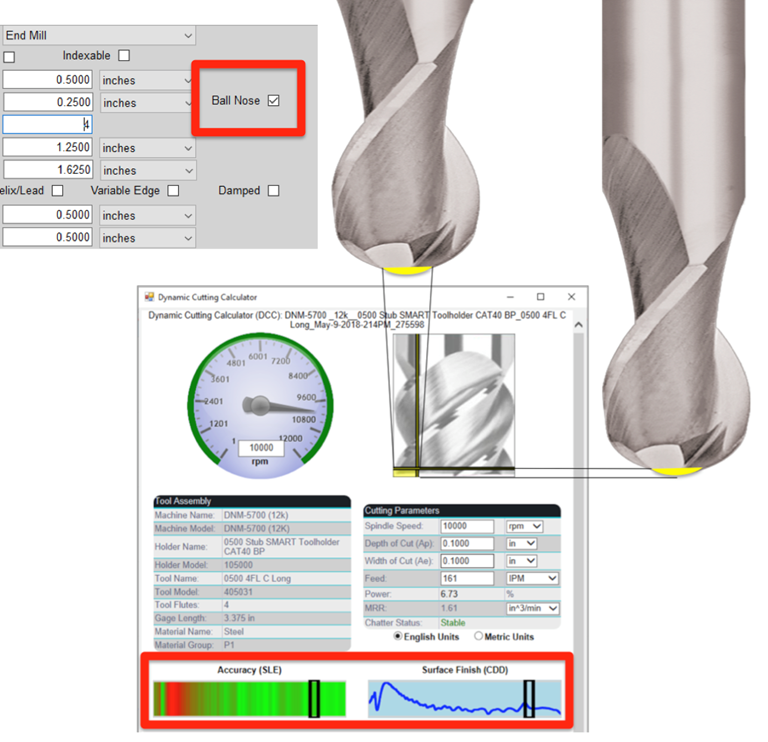
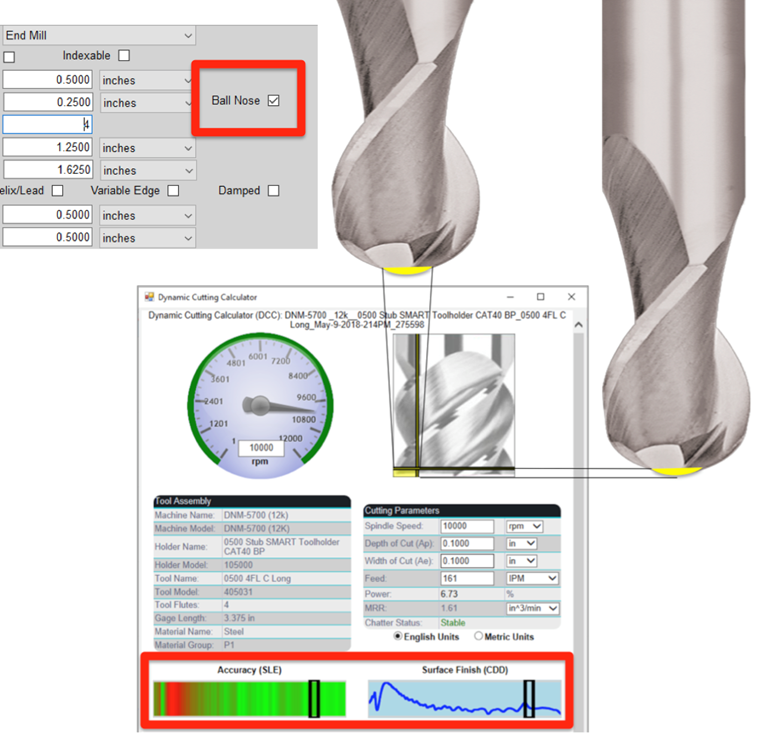
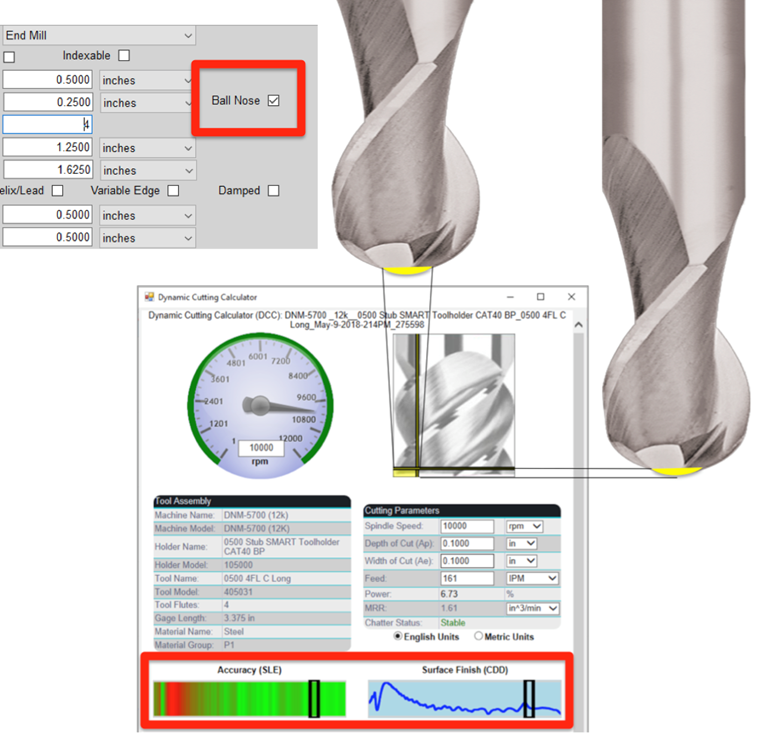
In SpeedCast, make sure
"Ball Nose" is checked in the Tool Details section of setup.
If the cut is light
enough all speeds will likely be green. Focus on the Accuracy (SLE) and Surface
Finish (CDD) gages to find the best speed. the best accuracy will be the
brightest green on the SLE gage, and the best surface finish will be at the
speed closets to the bottom of the CDD gage.
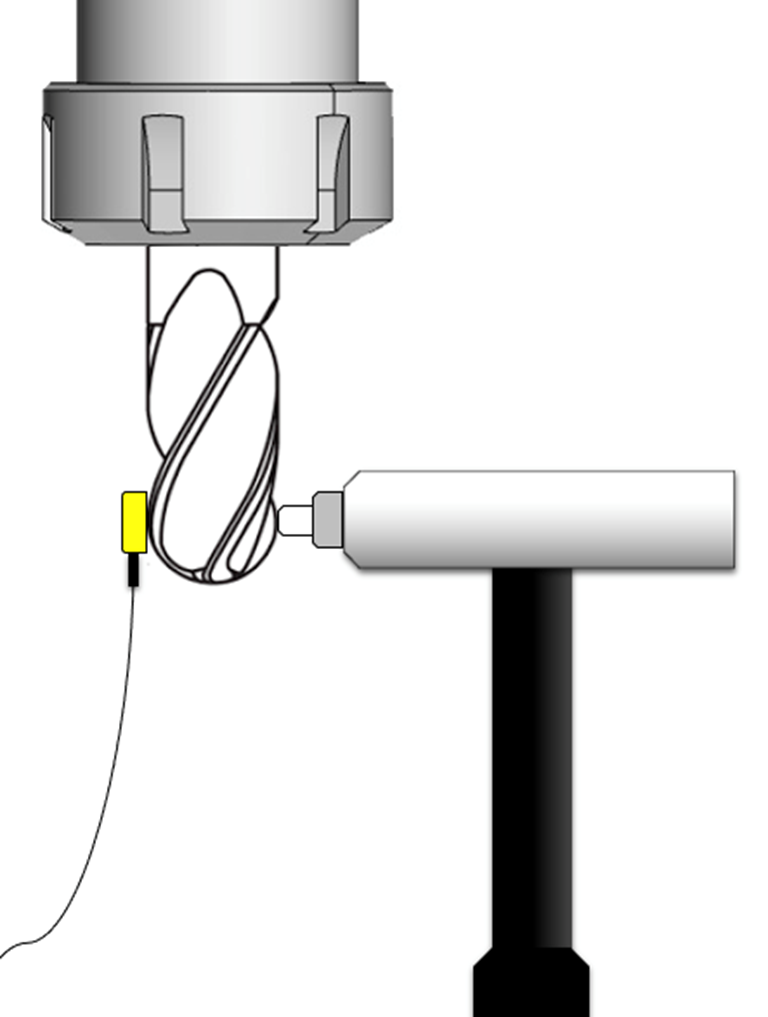
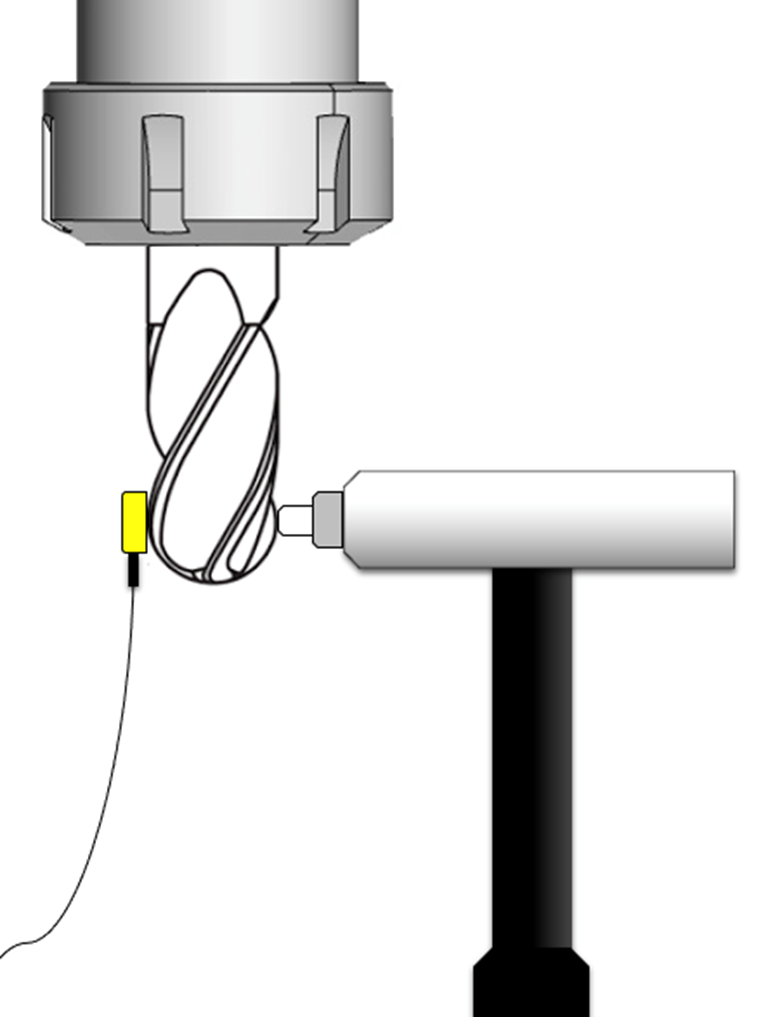
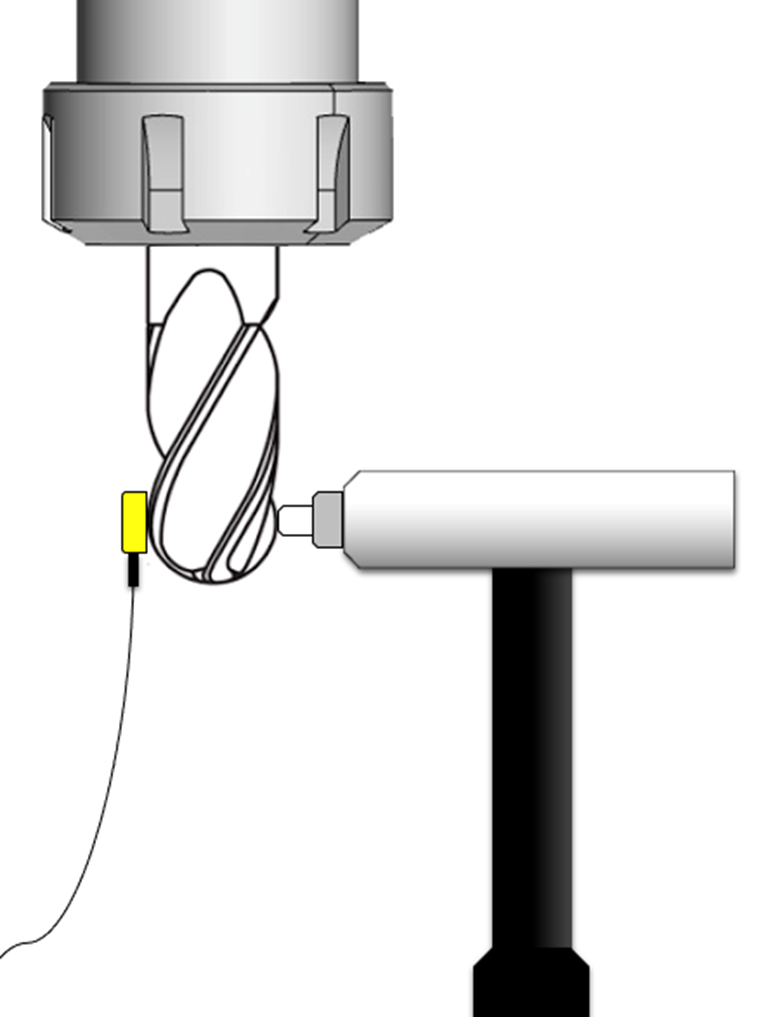
To tap-test a ball nose
endmill, attach the accelerometer just above the radius where the diameter is
maximized.
ボールノーズエンドミルでダッシュボードを読み取る方法
3D
フライス加工では、3
つの軸を異なる深さに切断し、通常は金型作業で異なる形状を作成できます。軸方向および半径方向の切込み深さは通常軽いですが、工具も多くの場合、より長く、より柔軟です。それらはたわみ、振動し、びびりを起こしやすいです。タップテストとダッシュボードは、安定した切削、表面仕上げの品質、精度を実現するための最適な速度を特定し、これらはすべて3Dおよび輪郭フライス加工にとって非常に重要です。
3D
フライス加工および輪郭フライス加工に使用されるエンドミルは、通常、ボールノーズまたはブルノーズです。ダッシュボードのグラフィックは正方形のエンドミルのグラフィックですが、軸方向の切込み深さとステップオーバー
(半径方向のカット幅で表される)
が適用されます。パーツ
プログラム中は異なるため、カットの幅と深さを可能な限り最悪の状態に設定します。メーカーが設定したSFM/SMM制限内の緑色の安定ゾーンを見つけます。カスプの高さを計算し、送り速度(軸方向の切りくず薄化)と表面速度を最大化するには、次の計算機を使用します。
https://www.deepmill.ai/ball-mill-calculator.html
SpeedCastで、セットアップのツールの詳細セクションで「ボールノーズ」がチェックされていることを確認します。
カットが十分に軽い場合は、すべての速度が緑色になる可能性があります。精度
(SLE) と表面仕上げ
(CDD)
ゲージに焦点を当てて、最適な速度を見つけてください。最高の精度はSLEゲージで最も明るい緑色であり、最高の表面仕上げはCDDゲージの下部のスピードクローゼットです。
ボールノーズエンドミルのタップテストを行うには、直径が最大化される半径のすぐ上に加速度計を取り付けます。
Wie man ein Armaturenbrett
mit Kugelkopffräsern liest
Beim 3D-Fräsen können die drei Achsen in unterschiedliche Tiefen schneiden und unterschiedliche Formen erzeugen, die typischerweise im Werkzeug- und Formenbau vorkommen. Die axialen und radialen Schnitttiefen sind in der Regel gering, aber die Werkzeuge sind auch oft länger und flexibler. Sie lenken ab, vibrieren und neigen zum Rattern. Gewindebohrtests
und Dashboards ermitteln die besten
Geschwindigkeiten für stabiles Schneiden,
Oberflächengüte und Genauigkeit,
die für das 3D- und Konturfräsen von entscheidender Bedeutung sind.
Die Schaftfräser,
die für das 3D- und Konturfräsen verwendet
werden, sind in der Regel
kugel- oder bullnasenförmig.
Während die Grafik auf dem
Dashboard die des Vierkantfräsers ist,
sind die axiale Schnitttiefe und die Zustellung (dargestellt durch die radiale Schnittbreite) anwendbar. Da sie während des Teileprogramms variieren, stellen Sie die Breite und Tiefe
der Schnitte auf den schlechtesten
Zustand ein. Suchen Sie eine grüne stabile Zone innerhalb der vom Hersteller festgelegten SFM/SMM-Grenzwerte. Um die Höckerhöhe zu berechnen und den Vorschub (mit axialer
Spanverdünnung) und die Oberflächengeschwindigkeit zu maximieren, verwenden Sie diesen Rechner:
https://www.deepmill.ai/ball-mill-calculator.html
Stellen Sie in SpeedCast sicher, dass "Kugelnase" im Abschnitt "Werkzeugdetails"
des Setups aktiviert ist.
Wenn der Schnitt leicht genug ist,
werden wahrscheinlich alle Geschwindigkeiten grün sein. Konzentrieren Sie sich auf die Genauigkeits- (SLE) und Oberflächengüte-
(CDD) Messgeräte, um die beste
Geschwindigkeit zu ermitteln. Die beste Genauigkeit ist das hellste Grün auf dem SLE-Messgerät,
und die beste Oberflächengüte
ist in den Geschwindigkeitsschränken
am unteren Rand des CDD-Messgeräts
zu erzielen.
Um einen
Kugelschaftfräser zu testen, befestigen Sie den Beschleunigungsmesser knapp über dem Radius, in dem der Durchmesser
maximiert ist.